Il mondo del taglio e dell'incisione laser, in particolare con la tecnologia CO2, è in continua evoluzione. Per ottenere risultati ottimali e sfruttare appieno le potenzialità di queste macchine, sono spesso necessarie modifiche e ottimizzazioni mirate. Uno degli aspetti cruciali riguarda la gestione degli assi di movimento, in particolare l'asse Y, e l'integrazione di nuove funzionalità. Questo articolo esplorerà diverse modifiche e concetti legati ai laser CO2, con un focus particolare sulle sfide e le soluzioni per l'asse Y, ma estendendo l'analisi ad altre aree di miglioramento.
Comprendere le Basi: Tipi di Laser e Loro Applicazioni
Prima di addentrarci nelle modifiche specifiche, è fondamentale avere una chiara comprensione dei diversi tipi di laser utilizzati nell'industria del taglio e dell'incisione.
Laser a CO2
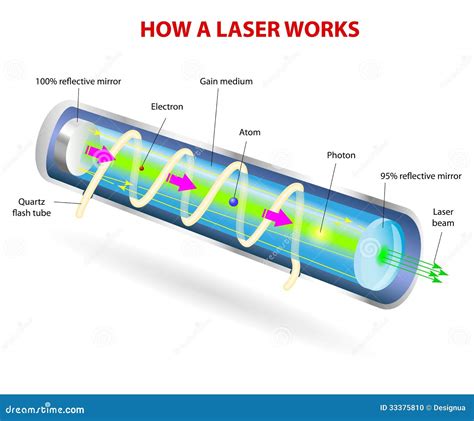
Il laser a CO2 è estremamente versatile e adatto per una vasta gamma di applicazioni, tra cui il taglio, l'alesatura e l'incisione. La sua efficacia deriva dalla capacità di lavorare molti materiali, quali acciaio dolce, alluminio, acciaio inossidabile, titanio, carta, cera, plastica, legno e tessuti. I laser a CO2 vengono comunemente "pompati", ovvero eccitati, attraverso il passaggio di una corrente elettrica in una miscela di gas (eccitazione a DC) o tramite radiofrequenza (eccitazione a RF). Il metodo RF è più recente ed è diventato più comune grazie a una maggiore efficienza e affidabilità. Poiché le macchine basate su DC richiedono elettrodi all'interno della cavità laser, possono verificarsi problemi come l'erosione dell'elettrodo e la placcatura di materiale su componenti ottici, compromettendo la qualità del fascio.
Il flusso di gas all'interno del risonatore laser influisce significativamente sulle prestazioni. Nei sistemi a flusso assiale rapido, una miscela di anidride carbonica, elio e azoto viene fatta circolare ad alta velocità da una turbina o un soffiatore. I laser a flusso trasversale, invece, fanno circolare la miscela di gas a una velocità inferiore, richiedendo un soffiatore più semplice. Indipendentemente dal tipo di flusso, il generatore laser e l'ottica esterna, incluse le lenti di messa a fuoco, richiedono un raffreddamento adeguato. Questo può avvenire tramite un refrigerante o direttamente tramite aria, a seconda delle dimensioni e della configurazione del sistema.
Altri Tipi di Laser
Oltre al laser a CO2, esistono altre tecnologie rilevanti:
Laser al Neodimio (Nd) e Neodimio-Ittrio-Alluminio-Granato (Nd:YAG): Questi laser sono identici nel funzionamento e differiscono principalmente nelle applicazioni. Il laser Nd è utilizzato per l'alesatura e in situazioni che richiedono alte energie ma basse ripetizioni. Il laser Nd:YAG eccelle dove è necessaria una potenza molto elevata, ed è impiegato sia per l'alesatura che per l'incisione.
Laser a Fibra: Questi laser a stato solido stanno guadagnando rapidamente terreno nel settore del taglio dei metalli. A differenza dei laser a CO2, la tecnologia a fibra utilizza un mezzo di guadagno solido (fibra di vetro) anziché un gas o un liquido. Il "laser sorgente" genera il raggio, che viene poi amplificato all'interno della fibra. Con una lunghezza d'onda di soli 1,064 micrometri, i laser a fibra producono un diametro focale molto piccolo, ideale per il taglio di materiali metallici riflettenti.
Microjet Laser: Questa tecnologia innovativa guida il raggio laser tramite un getto d'acqua a bassa pressione. Il raggio laser pulsato viene accoppiato al getto d'acqua, che funge da guida in modo simile a una fibra ottica, sfruttando la riflessione interna totale. Il vantaggio principale è che l'acqua rimuove anche i residui di lavorazione e raffredda il materiale, migliorando l'efficienza del processo.
La Sfida dell'Asse Y nelle Macchine CNC Laser
Uno degli aspetti più critici nella configurazione e nell'ottimizzazione di una macchina CNC laser, specialmente quando si integra un laser CO2 con controller come GRBL e firmware come Marlin, riguarda la gestione degli assi di movimento. Un utente ha segnalato un sistema unico a cinghia che collega gli assi X e Y, con due motori distinti ma interconnessi. Questo scenario, sebbene apparentemente controintuitivo, funziona "alla perfezione" nella sua configurazione attuale.
Vibrazioni e Precisione degli Assi X e Y
Le vibrazioni degli assi X e Y in una macchina per taglio laser Co2 possono causare errori significativi nella lavorazione dei prodotti. È fondamentale affrontare questi problemi per garantire la precisione. Le cause comuni e le relative soluzioni includono:
Resistenza al Movimento Manuale: Dopo lo spegnimento della macchina, spostare manualmente gli assi X e Y è il primo passo. Se si avverte una resistenza evidente, è necessario controllare la parte di rotazione degli assi. La presenza di corpi estranei può ostacolare il movimento. Una pulizia accurata della parte di rotazione dell'asse X e dell'asse Y dal corpo estraneo è essenziale.
Interferenze Meccaniche: Verificare che la cinghia sincrona e le condutture del gas laser non si incastrino. Assicurarsi che il raggio laser non sia deviato. Regolare la trave trasversale e la cinghia, e raddrizzare la trachea, se necessario.
Guasti ai Motori e agli Azionamenti: Controllare se ci sono guasti nei motori e negli azionamenti. La sostituzione degli azionamenti dei motori può risolvere il problema.
Problemi di Segnale o Alimentazione: Verificare il segnale o l'alimentazione per accertarsi che non siano danneggiati. La sostituzione delle linee del segnale o dell'alimentazione può essere necessaria.
Modifica del Firmware per Sistemi di Movimento Unici
Nel caso specifico di un sistema a cinghia che collega gli assi X e Y, il firmware Marlin potrebbe richiedere modifiche per gestire correttamente questo tipo di configurazione. Sebbene l'utente Alberto C. abbia menzionato di aver trovato una guida per far funzionare un laser CO2 da 40W con Ramps 1.4 e Marlin, e di aver acquistato l'occorrente, la necessità di modificare il firmware è concreta.
La gestione del movimento in un sistema dove un'unica cinghia collega due assi con motori separati (da "da" per il motore X e "db" per il motore Y) implica una calibrazione precisa degli step per millimetro per ciascun asse, anche se meccanicamente sono collegati. Il firmware deve interpretare correttamente i comandi di movimento per ciascun asse, distinguendo tra il movimento X e il movimento Y, anche se generati da un unico sistema di trascinamento.
Alberto C. ha sollevato punti importanti riguardo la configurazione del firmware:
- Caricamento della Configurazione: La configurazione del firmware deve essere aggiornata con i dati specifici della macchina, inclusi i passi per millimetro e le direzioni di rotazione dei motori.
- Endstop: La presenza e la corretta configurazione degli endstop sono fondamentali per il funzionamento del firmware.
- Senso dei Motori: È necessario verificare il senso di rotazione dei motori e, se necessario, invertirlo tramite le impostazioni del firmware o il cablaggio.
La sfida principale qui è garantire che il firmware possa comandare indipendentemente i motori X e Y, anche se la loro azione congiunta sulla cinghia è ciò che determina il movimento. Ciò potrebbe richiedere una comprensione approfondita delle direttive del firmware relative alla gestione di motori multipli o configurazioni non standard degli assi.
Funzionalità Avanzate e Modifiche per Laser CO2
Oltre alla gestione degli assi di movimento, esistono diverse altre modifiche e funzionalità che possono migliorare significativamente le prestazioni e la versatilità dei laser CO2.
La Variante V (VisioN) per l'Acquisizione Video
La variante "V" (VisioN) nella serie CO2 comporta l'integrazione di un sistema di acquisizione video ad alta risoluzione. Questo sistema monitora l'intero piano di lavoro e il materiale ospitato, trasformando la macchina in uno scanner.
- Funzionamento: Il software incluso acquisisce un'immagine completa dell'area di lavoro. Successivamente, è possibile definire le dimensioni e le posizioni degli elementi desiderati.
- Estrazione Vettori: Dall'immagine acquisita, il software estrae i vettori che vengono poi convertiti in un file utilizzabile dai programmi di taglio o incisione.
- Applicazioni: Questa funzionalità è ideale per lavori di "rework" (lavorazioni su pezzi già esistenti), modifiche, o per la copia precisa di forme. Permette di apportare modifiche con estrema precisione a pezzi già lavorati o forati, aggiungere o modificare fori e aperture, cambiare profili, o semplicemente impostare coordinate di partenza per nuovi pezzi. Il software supporta sia il riconoscimento manuale da parte dell'utente che routine automatiche per il riconoscimento in varie modalità.
Il Convogliatore Laser per Fascio Combinato
Il convogliatore laser è un dispositivo innovativo progettato per combinare l'emissione di due sorgenti laser parallele in un unico fascio coeso.
- Principio di Funzionamento: Opera attraverso un sistema di accoppiamento ottico avanzato che allinea e sovrappone i fasci provenienti da due sorgenti laser parallele. Questo processo richiede grande precisione per garantire coerenza e amplificazione del segnale luminoso.
- Obiettivo: L'obiettivo è aumentare la potenza del fascio laser combinato, ottenendo così capacità di taglio o incisione superiori.
- Considerazioni: L'assemblaggio di più tubi laser, sebbene possibile, non è né semplice né economico. Il costo di più tubi, alimentatori, ottiche e specchi può essere considerevole. Ad esempio, un tubo da 80W può costare significativamente di più di un tubo da 45W, e accoppiarne due comporta un investimento proporzionalmente maggiore.
Sistemi di Autofocus
Il sistema di autofocus rappresenta un'assistenza fondamentale per incrementare la produzione e ridurre i tempi di inattività. Permette alla macchina di regolare automaticamente la distanza focale del laser in base allo spessore del materiale o alla sua superficie, garantendo una messa a fuoco ottimale per un taglio o un'incisione precisa e costante.
Ottimizzazione del Fascio Laser e Trasmissione
La trasmissione efficiente del fascio laser dalla sorgente al materiale è cruciale per le prestazioni.
Trasmissione del Fascio: Fibre Ottiche vs. Guide d'Onda
Fibre Ottiche: Per i laser CO2, le fibre ottiche presentano delle limitazioni dovute a perdite elevate. Sebbene esistano fibre ottiche dedicate, il "lancio in fibra" (l'accoppiamento ottico tra la sorgente e la fibra) è complicato e richiede un centraggio e un allineamento di elevata precisione. Errori in questo processo possono portare alla distruzione rapida della fibra. Inoltre, il CO2 non è trasparente alla silice, un materiale comunemente usato in ottica per lunghezze d'onda vicine al visibile.
Guide d'Onda Cave: Le guide d'onda cave sono un'alternativa, ma nel campo industriale non sono molto diffuse. Sono delicate, costose e possono scomporre il fascio laser, rendendo difficile la rifocalizzazione.
A livello hobbistico, per i laser CO2, la soluzione più praticabile rimane spesso un singolo tubo laser in vetro.
Combinazione di Fasci e Specchi
La combinazione di più fasci laser per aumentare la potenza è una tecnica utilizzata nei laser di potenza.
- Tecniche: Vengono fatti lavorare più tubi laser in serie e in parallelo. Per allineare i differenti fasci, si utilizzano specchi riflettenti e specchi parzialmente trasparenti.
- Configurazione: In una configurazione tipica, gli specchi 1 e 2 sono fissi, lo specchio 3 è solidale all'asse X, e lo specchio 4 è solidale all'asse Y. Questo schema permette di dirigere il fascio laser attraverso il sistema di movimento degli assi prima che raggiunga l'ottica di focalizzazione.
- Considerazioni di Spazio: L'allineamento del tubo laser in linea con l'asse X, ad esempio, può estendere significativamente le dimensioni fisiche della macchina, poiché il tubo stesso ha una lunghezza considerevole (circa 800mm per un tubo da 45W o 80W).
Allineamento specchi incisore laser Co2 k40 Semplice Guida Pratica passo passo
Modifiche Meccaniche e Integrazione di Componenti
Asse di Estensione per Macchine CNC
Esistono kit specifici, come un "asse di estensione" pre-lavorato in fabbrica, che possono essere montati direttamente su macchine CNC come la X20 Pro senza ulteriori modifiche. Questi assi sono progettati per mantenere la stessa precisione e stabilità della macchina standard, offrendo un modo semplice per espandere la capacità di lavorazione.
Sistemi di Montaggio e Cavi
L'installazione di componenti aggiuntivi, come un nuovo laser CO2 su una piattaforma esistente con GRBL e Marlin, richiede attenzione ai dettagli.
- Montaggio del Tubo: Il posizionamento del tubo laser e delle relative ottiche deve essere accurato.
- Cablaggio: I cavi per l'alimentazione del laser, i segnali di controllo e, se presenti, i sistemi di raffreddamento o di visione, devono essere gestiti in modo ordinato per evitare interferenze con il movimento degli assi.
Considerazioni sull'Acquisto e l'Installazione
Quando si considera l'acquisto di componenti per modificare o potenziare un sistema laser CO2, è importante valutare diversi fattori:
- Costo dei Componenti: Il prezzo dei tubi laser, degli alimentatori, delle ottiche e degli specchi può variare notevolmente. Un tubo da 80W può costare circa 2500€, mentre uno da 45W può aggirarsi intorno ai 1800€. L'aggiunta di componenti per combinare fasci multipli aumenta significativamente il costo totale.
- Complessità dell'Installazione: L'integrazione di nuovi componenti, soprattutto se si tratta di sistemi ottici complessi o di configurazioni multi-tubo, richiede competenze tecniche specifiche.
- Area di Lavoro: La progettazione del sistema di movimento e la disposizione delle ottiche influenzeranno l'area di lavoro effettiva della macchina. Per macchine con un'area di lavoro di circa 50-100 cm, è fondamentale che ogni componente sia ottimizzato per lo spazio disponibile.
La modifica di un sistema laser CO2, in particolare per quanto riguarda l'asse Y e l'integrazione di nuove funzionalità, è un processo che richiede una comprensione approfondita della tecnologia, una pianificazione meticolosa e un'esecuzione precisa. Dalla gestione delle vibrazioni degli assi alla configurazione del firmware, fino all'integrazione di sistemi di visione avanzati, ogni aspetto contribuisce a definire la performance finale della macchina.